

Deep drawing engineering drawing
Design for deep drawing Sheet metal stamping
deep drawing metal stamping manufacturing technology is defined as the stretching of sheet metal stock, commonly referred to as a blank, around a plug. The edges of the metal blank are restrained by rings and the plug is drawn into a top die cavity to achieve the end shape that is desired. There are many shapes that can be made through deep drawing and stamping such as cups, pans, cylinders, domes and hemispheres, as well as irregular shaped products and features.
deep drawing Process:
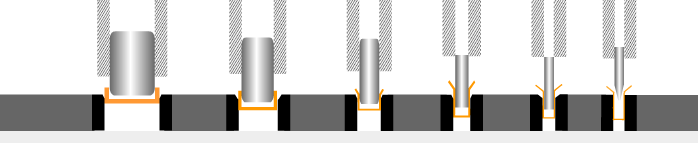
The total drawing load consists of the ideal forming load and an additional component to compensate for friction in the contacting areas of the flange region and bending forces as well as unbending forces at the die radius. The forming load is transferred from the punch radius through the drawn part wall into the deformation region (sheet metal flange). Due to tensile forces acting in the part wall, wall thinning is prominent and results in an uneven part wall thickness. It can be observed that the part wall thickness is lowest at the point where the part wall loses contact with the punch, i.e. at the punch radius. The thinnest part thickness determines the maximum stress that can be transferred to the deformation zone. Due to material volume constancy, the flange thickens and results in blank holder contact at the outer boundary rather than on the entire surface. The maximum stress that can be safely transferred from the punch to the blank sets a limit on the maximum blank size (initial blank diameter in the case of rotationally symmetrical blanks). An indicator of material formability is the limiting drawing ratio (LDR), defined as the ratio of the maximum blank diameter that can be safely drawn into a cup without flange to the punch diameter. Determination of the LDR for complex components is difficult and hence the part is inspected for critical areas for which an approximation is possible. During severe deep drawing the material work hardens and it may be necessary to anneal the parts in controlled atmosphere ovens to restore the original elasticity of the material.
Commercial applications of this metal shaping process often involve complex geometries with straight sides and radii. In such a case, the term stamping is used in order to distinguish between the deep drawing (radial tension-tangential compression) and stretch-and-bend (along the straight sides) components. deep drawing is always accompanied by other forming techniques within the press. These other forming methods include:deep drawing engineering drawing
deep drawing engineering drawing





