What should we pay attention to when processing aluminum plate?
1. The punching holes should be arranged behind the items without affecting the number of items. Even if it is a product with a large number of punching holes, you can consider doing one more project, and the punching holes should be ranked at the back.
2. The material of the aluminum plate is soft, and the mold is more likely to block the material. Therefore, when designing the mold gap, it is advisable to put a gap of 10% of the thickness of the material on both sides.
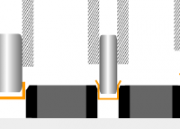
3. When bending and forming, because the aluminum plate is prone to produce aluminum scraps during bending, it will form point damage and indentation. The raw material of the aluminum plate needs to be covered with PE film. The shaped blocks are preferably polished and hard chrome plated in the roller and galvanized condition.
4. For the stamping parts that need to be processed after the anode, if the flattening and flattening process is 180°, the product cannot be completely pressed, and the phenomenon of acid spitting will occur when it is completely pressed. The liquid can flow out smoothly and in time, so in this process, a limit block needs to be made to calibrate the mold to a position higher than the mold.
5. Because the aluminum plate is relatively brittle and easy to crack, especially in the case of reverse folding, try not to make a crimping line, even if you do, make the crimping line wider and shallower.
6. All aluminum plate parts are required to be cut with slow-moving wire to prevent burrs and unsmooth blanking. Aluminum plate parts are prone to high temperature, so the hardness of the punch should be above 60°, at least with SKD11 material or above, and there should be no D2 poor punch.

The aluminum plate is relatively soft, so it is easy to cause top injury, crush injury, scratch and deformation during the stamping production process. In addition to the requirements for the mold, the following points must be done in the stamping production process:
(1) In order to stamp the aluminum plate parts well and reduce the defect rate, we must first do 5S, especially cleaning, including molds, punching table, assembly line, packaging materials, etc. There must be no sharp debris, and no dirt must be cleaned regularly. . The top and bottom of the mold must be clean and free of debris.
(2) If it is found that the product has large burrs, it must be sent to the mold for repair in time, and follow up to the result.
(3) The aluminum plate parts are more likely to heat up and become hard when they are stacked together. Therefore, when punching and blanking, it is necessary to apply some pressing oil on the material before punching (which can not only dissipate heat but also smooth the blanking).
(4) For products with more punching holes, the appearance of the mold should be punched and cleaned, so that the mold and the product are always clean and free of debris and reduce top damage. If top damage is found, it is necessary to find the top damage of the mold. Problems must be dealt with in order to continue production.
(5) Aluminum scraps will be generated when the mold push block is leveled, so after the push block is used up every day, the aluminum scrap on the push block must be cleaned up.
Read More →